
部品の加工図面を作成する際に、「公差」指示が必要となってきます。公差とは、ある基準値をもとにして、「許容される誤差」を指します。公差にも種類があり、表記に迷うことはないでしょうか。
本記事では、公差の種類と図面に表記する際の記号を一覧にまとめました。

公差とは
ものづくりでは、図面上で長さを50㎜と規定したとしても、実際の加工物では50㎜ぴったりに仕上がることはありません。どんなに高精度な加工をしても、49.997㎜や50.025㎜のように誤差を生じます。そのため、公差と呼ばれる、ある基準値をもとにして、許容される誤差を図面に記載します。

上記であれば、長さ50㎜の円柱を作るとき、±0.1㎜までの誤差であれば合格品となります。
また、加工物を測定する際にも、測定値はバラつきが生じます。その要因として、測定機器の精度、気温や湿度の変化による材質の膨張や収縮、測定時の接触圧などによる変形などです。
加工工程や検査工程において、設計値に対する誤差を考慮しなければなりません。
もし、誤差を許容できない場合、ほとんどの加工物は不合格となってしまいます。
設計値をもとに、各工程でのバラつきが生じることを前提にして、誤差として許容できる範囲を設定することが、公差の役割となります。

先ほどの、長さ50㎜で公差が±0.1㎜の円柱を作るとすると、49.9㎜~50.1㎜が合格となります。
公差の種類
ここでは公差の種類をご紹介します。
一般公差(普通公差)
一般公差とは、公差を指定しなかった部分においても、この範囲に納めるよう等級で定められたJIS規格を指します。普通公差とも呼ばれ、精級、中級、粗級、極粗級の4種類の等級に分かれています。
![▶]() 削り加工における長さ寸法の普通公差表
削り加工における長さ寸法の普通公差表
 削り加工における長さ寸法の普通公差表
削り加工における長さ寸法の普通公差表| 公差等級 | 寸法 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 記号 | 説明 | 0.5以上 3以下 |
3を超え 6以下 |
6を超え 30以下 |
30を超え 120以下 |
120を超え 400以下 |
400を超え 1000以下 |
1000を超え 2000以下 |
2000を超え 4000以下 |
| 許容差 | |||||||||
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | ― |
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| v | 極粗級 | ― | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
単位㎜
※0.5未満の場合は、許容差を個々で指示する必要があります。
(引用/JIS B 0405 普通公差-第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差)
「以上」と「を超え」の表記違いに注意が必要です。
「●以上」「●以下」は●を含み、「△を超え」は△を含みません。
(例)等級:中級(記号m)の場合
・寸法が5.9の場合 →±0.1
・寸法が6の場合 →±0.1
・寸法が6.1の場合 →±0.2
一般的に中級を用いられることが多いです。
![▶]() 面取り寸法・角の丸みに対する普通公差表
面取り寸法・角の丸みに対する普通公差表
| 公差等級 | 基準寸法区分 | |||
|---|---|---|---|---|
| 記号 | 説明 | 0.5以上 3以下 |
3を超え 6以下 |
6を超えるもの |
| 許容差 | ||||
| f | 精級 | ±0.2 | ±0.5 | ±1 |
| m | 中級 | |||
| c | 粗級 | ±0.4 | ±1 | ±2 |
| v | 極粗級 | |||
![▶]() 角度に対する普通公差表
角度に対する普通公差表
| 公差等級 | 基準とする角度の短い方の辺の長さ(単位㎜)の区分 | |||||
|---|---|---|---|---|---|---|
| 記号 | 説明 | 10以下 | 10を超え 50以下 |
50を超え 120以下 |
120を超え 400以下 |
400を超えるもの |
| 許容差 | ||||||
| f | 精級 | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| m | 中級 | |||||
| c | 粗級 | ±1° 30′ | ±1° | ±30′ | ±15′ | ±10′ |
| v | 極粗級 | ±3° | ±2° | ±1° | ±30′ | ±20′ |
角度の場合は、度°分′秒″の表記で記載されているので注意が必要です。
図面上で一般公差を適用する場合は、図面の表題欄またはその付近に「JIS B 0405」と公差等級を記載するようJIS規格で定められています。
(例)

寸法公差(サイズ公差)
寸法公差とは、設計者が誤差の許容範囲を指定した場合の公差を指し、サイズ公差や指示公差とも呼びます。2点の長さ、直径や半径、角度などがどのぐらいの大きさか示すものです。±で表記するほか、上限と下限の数値が異なる場合は片振り公差と言い、上限値を上に、下限値を下として2段に重ねて記載します。どちらか一方が0の場合は、小数点以下の桁数は揃えず0と表記します。
はめあい公差
はめあい公差とは、穴と軸の組み合わせで用いられる、はまり具合の公差を指します。JIS規格で定められたアルファベットと数字で表記し、一度はめると外せないほどなのか、ある程度すき間があり容易に外せるほどなのか、穴と軸のはまり具合を公差で指示することが可能です。はめあい公差には「すきまばめ」「しまりばめ」「中間ばめ」の3つの種類があります。
![▶]() すきまばめ
すきまばめ
穴と軸の間にすき間がある(穴の寸法が軸の寸法より大きい)関係を「すきまばめ」といい、軸やベアリングなどを回転させたり、スライドさせたりすることができます。
![▶]() しまりばめ
しまりばめ
穴と軸の間にすき間がなく、しめしろがある(穴の寸法が軸の寸法よりも小さい)関係を「しまりばめ」といい、軸と穴を固定することを目的にしています。ブッシュやピンの挿入など、大きな力で圧入するほか、加熱による膨張で固定する手段もあります。
![▶]() 中間ばめ
中間ばめ
すきまばめとしまりばめの中間である「中間ばめ」。固定するが、取り外しもできる程度のはめあい具合を目的とし、公差による僅かなすきまやしめしろが生じる関係です。
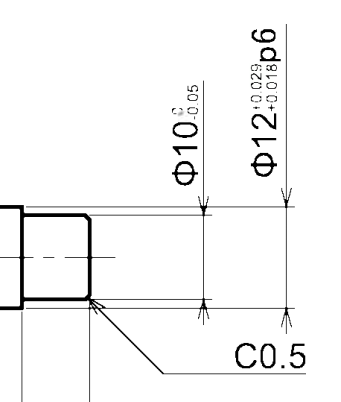
はめあい公差は、穴基準と軸基準があり、一般的に穴基準が用いられます。穴のはめあい記号には大文字、軸のはめあい記号には小文字が用いられます。
穴のはめあい(例 H7)
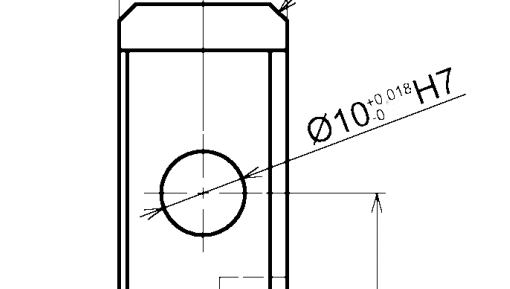
軸のはめあい(例 p6)
幾何公差
幾何公差とは、ワークの形状について細かく指示する際に用います。長さや角度を指示する寸法公差とは異なり、形状、姿勢、位置、振れなどを指定できます。一覧にまとめました。
| 種類 | 名称 | 記号 | 意味 | データム |
|---|---|---|---|---|
| 形状公差 | 真直度 |  |
理想とする直線に対して、中心線のズレを表す | 不要 |
| 平面度 |  |
理想とする平面に対して、表面の凹部と凸部の差を表す | 不要 | |
| 真円度 |  |
理想とする円に対して、円の凹部と凸部の差を表す | 不要 | |
| 円筒度 |  |
真直度と真円度を合わせたもので円筒のゆがみを表す | 不要 | |
| 線の輪郭度 |  |
理想とする輪郭線に対しての公差域 | 不要 | |
| 面の輪郭度 |  |
理想とする輪郭面に対しての公差域 | 不要 | |
| 姿勢公差 | 平行度 |  |
平面度と異なり、データム(基準となる面や直線)に対して、いかに平行かどうかを表す | 要 |
| 直角度 |  |
データム(基準となる面や直線)に対して、いかに直角かどうかを表す | 要 | |
| 傾斜度 |  |
データム(基準となる面や直線)に対して、正確に傾斜しているかどうかを表す | 要 | |
| 位置公差 | 位置度 |  |
データム(基準となる面や直線)に対して、正確な位置にあるかを表す | 要・不要 |
| 同軸度 |  |
基準となる軸(データム)に対して、軸が同一上にあるかを表す | 要 | |
| 同心度 | |
基準となる点や軸(データム)に対して、中心点がずれていないかを表す | 要 | |
| 対称度 |  |
基準となる点や軸(データム)に対して、中心点がずれていないかを表す | 要 | |
| 振れ公差 | 円周振れ |  |
ワークを回転させたときの円周の振れを表す | 要 |
| 全周振れ |  |
ワークを回転させたときの表面全体の振れを表す | 要 |
![▶]() データムとは
データムとは
「関連形体に幾何公差を指示するときに、その公差域を規制するために設定した理論的に正確な幾何学的基準(引用:JIS B 0022:1984 幾何公差のためのデータム)」とあるように、データムとは、幾何公差を指示する際に設定する基準の面や線などを表します。
図面には下記のように記載します。

寸法公差では、許容値は上限と下限になるため「±」を使用し、「±0.1」や「0~+0.1」といった表現になります。
一方、幾何公差では最大許容値を記載することになるため、0.1やφ0.1といった表現になります。幾何形状が厳密に正確であれば、その値は0になります。幾何公差の許容値を「±」で表現することはありません。

ちなみに、幾何公差において「±0.01」の表記は誤りになり、形状精度が「0.01」なのか「0.02」なのかで大きな違いがあります。使用する工作機械やコストが大きく変わってくる可能性もあるため、図面表記する場合は注意が必要です。
「用語解説 幾何公差編①」、「用語解説 幾何公差編②」でも公差の種類についてまとめています。
ぜひご覧ください。
まとめ
図面を製作する際に、必要となってくる公差の種類(一般公差、寸法公差、はめあい公差、幾何公差)をまとめてご紹介しました。
過剰な公差指示を行うと必要以上のコストがかかってしまったり、適切な公差指示を行わないと求めていた精度の加工がされなかったりするため、公差を理解し記載することが、適切な部品加工手配に繋がります。
また、公差の測定については、測定器の精度が高ければ、より正確な結果を得ることができます。精度が低ければ、公差内の合格品を不合格と判定したり、不合格品を合格に判定したり、誤って判定するリスクが増えます。検査作業効率・コスト面から図面の要求(公差範囲)に適した測定機器を選定することが大切です。

エージェンシーアシストには品質管理センターが国内に3拠点あり、
充実した検査機器ラインナップと高度な技術を持つ検査技師が在籍し、
加工部品調達サービスの納品前検査はもちろんのこと、「検査だけ」の受託測定もお受けしております。
品質管理センターの見学もしていただけます。お気軽にお問合せください。